Az automata porfestő berendezés acél és alumínium munkadarabok porszórását végzi. A munkadarabok maximális mérete 800 mm x1600 mm x2200 mm maximális tömegük 120 kg/m lehet.
A konvejor pálya sebessége 0,7 m -1.9m /perc között van.
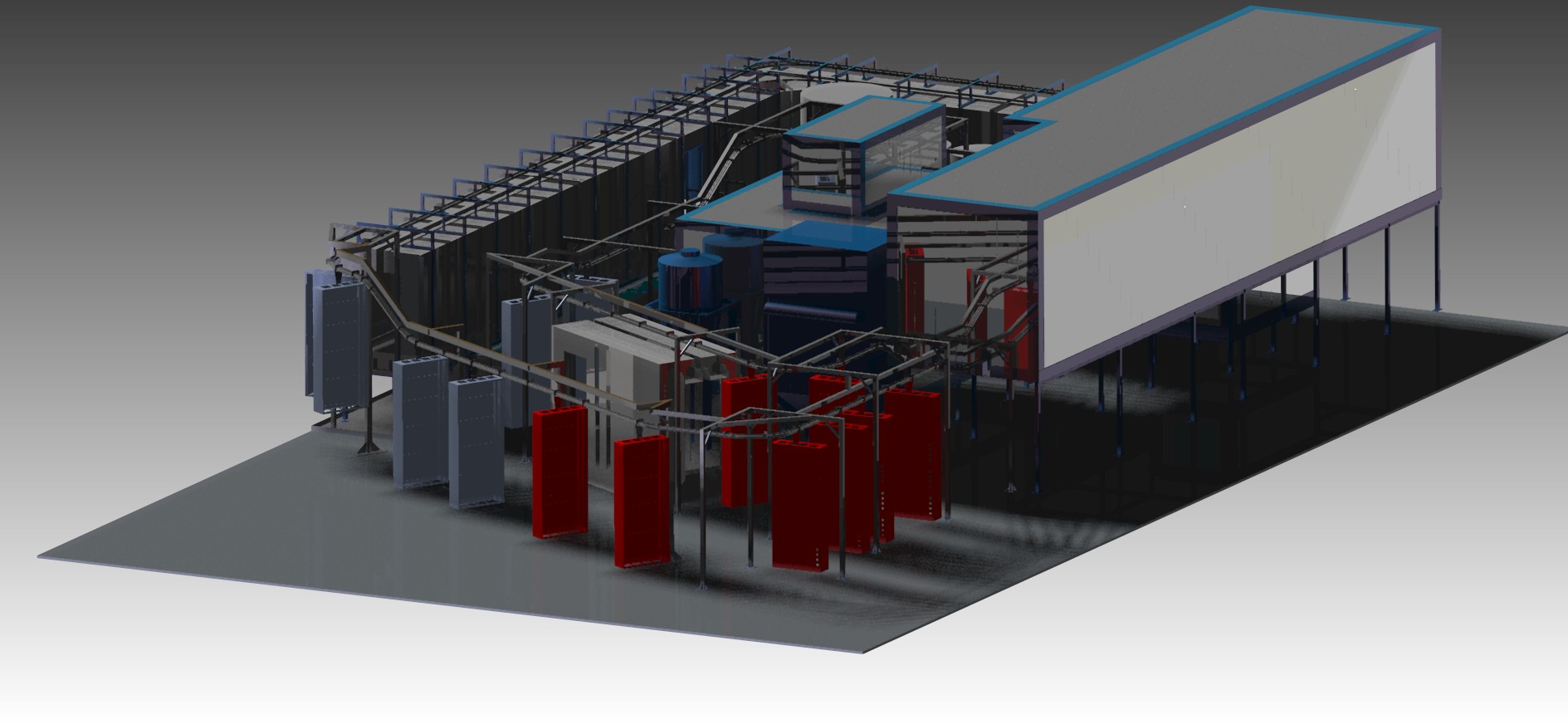
A berendezést a következő egységek alkotják:
Az előkezelő berendezés egypályás, folyamatos üzemű, szóró eljárással működő berendezés. A berendezés a szállítópályán érkező munkadarabokat kémiai és hidromechanikus úton zsírtalanítja-vas foszfátozza. Az előkezelő berendezés 6 zónából áll. Két zónában zsírtalanítás-vas foszfátozás zajlik, ezek után a passziváló zónát megelőzően, két öblítő zóna található majd a folyamat végén egy újabb öblítés után hagyják el a termékek az előkezelőt. Az eljárás során, a festendő felületen nagyon vékony vas-foszfát réteg alakul ki. Ez a réteg vegyi úton kötődik az acélfelülethez és ennek a rétegnek korrózió gátló és festéktapadást javító hatása van. Ezzel a felületkezelési eljárással és a megfelelő minőségű porfestékkel minta lemezeink a só permet állósági teszten a 720 órás időtartamot kiállták.
Ezek után a vízleszárító kemencében történik a nedves, tisztított munkadarabok szárítása.
A munkadarabok elektrosztatikus porszórása a ciklonos leválasztású, műanyag porszóró fülkében történik, ahová a termékek az optikai kapun keresztül jutnak be. A szóró fülkében a négy automata GEMA porszóró pisztoly mellet, a kabin minkét oldalán lehetőség van a kézi szórásra is. Az automata pisztoly párok két tengely mentén mozgathatóak. A mozgatást egy számítógép vezérelt rendszer végzi a programozás paramétereinek megfelelően.
Az utolsó fázisban a beégető kemencében történik a munkadarabokra felvitt porfesték beégetése. A kemence folyamatos üzemű, átmenő rendszerű, úgynevezett „A” kemence. Az „A” kemence lényege, hogy a munkadarabok egy felmenő-lemenő pályán keresztül jutnak a kemence azon szakaszába, ahol a beégetés történik.
Az egységek közti anyagmozgatás gépi konvejor rendszerrel történik.
Az előkezelő sorhoz új átfolyó rendszerű, számítógéppel vezérelt fél automatikusan működő blokkokból összeállított szennyvízkezelő rendszert tartozik, mely biztosítja a határértéknek megfelelő szennyvízkibocsátást, akár folyamatos üzem esetén is.